FEP Heat Shrink Application for Temperature Sensors
Challenge
A customer approached Adtech with temperature sensors that required protection from a harsh chemical environment. The customer had previously attempted to use FEP heat shrink to cover the sensors but encountered significant difficulties when trying to seal the tips themselves.
The stainless steel sensors would have been rapidly destroyed by the corrosive medium without proper coating protection.
The specifications required:
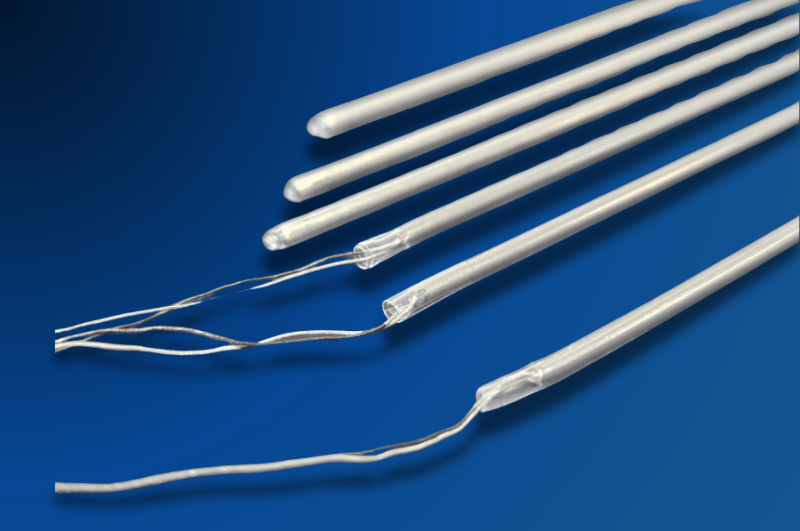
- 2mm OD x 600mm long sensors
- Operating temperature up to +200°C
- Complete chemical resistance
- Total integrity of the protective coating
- Cable protection at the rear of the sensor
Technical Complexities
Several technical challenges had to be overcome:
Complete Sealing
Ensuring the FEP coating fully encapsulated the sensor tip was critical, as any breach would allow chemical infiltration and rapid sensor failure.
Multi-Layer Application
A single layer of FEP would not provide adequate protection, necessitating multiple layers while maintaining the integrity of each one.
Thickness Control
The final wall thickness needed to be precisely 0.6mm nominal, requiring careful application and shrinking techniques.
Length Management
At 600mm long, handling and evenly shrinking the FEP along the entire length presented significant difficulties.
Cable Protection
Incorporating additional protection at the cable junction required special consideration without compromising the sensor functionality.
Solution
Adtech developed a comprehensive approach to address the challenge. The customer sent their temperature sensors to Adtech for professional application of the FEP heat shrink. Adtech applied two layers of 0.3mm FEP to achieve a final wall thickness of 0.6mm nominal. The team utilised their proprietary sealing technique to completely seal the sensor tips, resolving the customer's previous difficulties. A carefully controlled short overhang was created at the back of the sensor for cable protection. Each finished sensor underwent spark testing to verify the seal integrity, ensuring complete protection from the harsh environment.
Results
The solution delivered by Adtech provided:
- Complete protection of the sensors from the harsh chemical environment
- Temperature resistance up to +200°C as required
- Extended sensor life by preventing corrosion of the stainless steel components
- Additional cable protection through the engineered overhang
- 100% quality assurance through spark testing
The customer was able to deploy the sensors in their harsh environment application with confidence, knowing that the protective coating had been professionally applied and thoroughly tested. This case demonstrates Adtech's ability to solve complex fluoropolymer application challenges when customers' in-house attempts have been unsuccessful.
Share this article:
Related News Articles